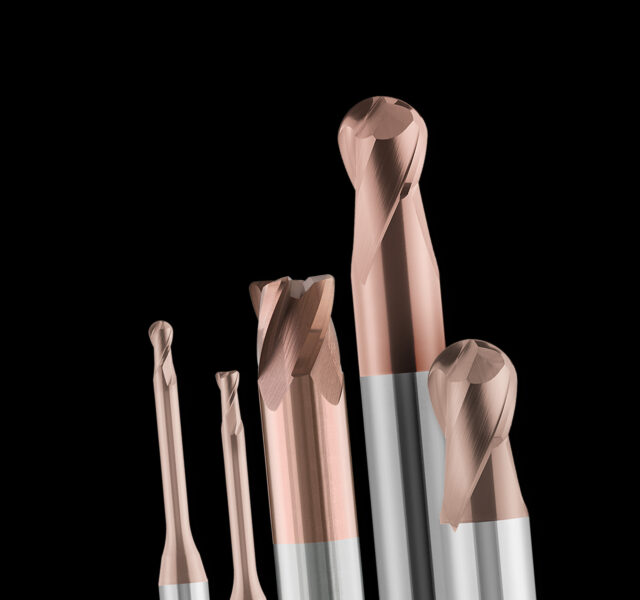
Forets 1 lèvre et accessoires
5001
Forets 1 lèvre brasés avec une tête en carbure pour centres d'usinage




5002
Forets 1 lèvre brasés avec une tête en carbure pour machines de perçage

5003
Forets 1 lèvre brasés avec une tête LONGUE en carbure pour machines de perçage

5200
Canons de percage anti-vibrations D20

5201
Canons de percage anti-vibrations renforcé D20

5300
Canons de percage anti-vibrations D30

5301
Canons de percage anti-vibrations renforcé D30

5450
Canons de percage anti-vibrations D45

5451
Canons de percage anti-vibrations renforcé D45

5520
Disques d’étanchéité vulkollan D20

5532
Disques d’étanchéité vulkollan D32

5540
Disques d’étanchéité vulkollan D40

5590
Disques d’étanchéité vulkollan D90


Forets 1 lèvre brasés avec une tête en carbure pour machines de perçage

Canons de percage anti-vibrations D45

Canons de percage anti-vibrations D20
Forets 1 lèvre brasés avec une tête en carbure pour machines de perçage

Canons de percage anti-vibrations D30
Forets 1 lèvre brasés avec une tête en carbure pour machines de perçage
Canons de percage anti-vibrations D30

Canons de percage anti-vibrations renforcé D20
Canons de percage anti-vibrations D45

Forets 1 lèvre brasés avec une tête en carbure pour centres d'usinage
Forets 1 lèvre brasés avec une tête en carbure pour centres d'usinage
Forets 1 lèvre brasés avec une tête en carbure pour machines de perçage
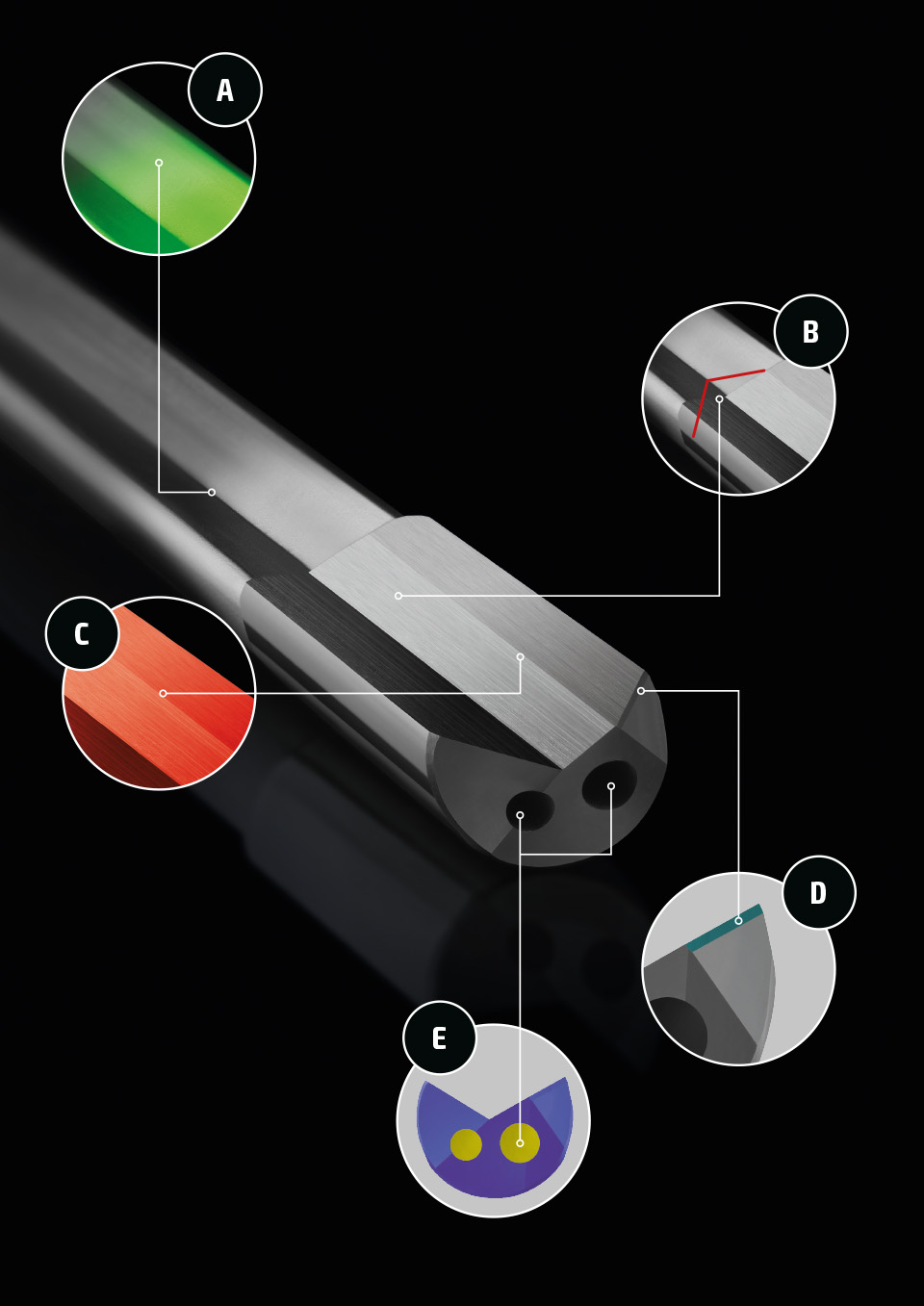
Points forts
A. Tube en acier trempé de haute qualité
B. Siège de la tête de perçage en forme de V
C. Micrograin k15 substrate optimal for a large variety of materials
D. Substrat micrograin k15 optimal pour une grande variété de matériaux
E. Dents renforcé
Forets 1 lèvre spéciaux

Forets à une lèvre en carbure monobloc
L’outil est fabriqué à partir d’une seule pièce intégrant un petit cylindre en carbure qui peut être combiné avec une elément de serrage en acier brasé dans la partie terminale de l’outil. Cette solution garantit des processus particulièrement sûrs et efficaces et aussi une plus longue durée grâce aux réduites oscillations de torsion.
- Plage de diamètres: 0,7 – 12,0 mm avec incréments de 1/1000 mm
- Longueur maximale: 600 mm
- Tool usable length: 80 – 100 x D

Forets à une lèvre en carbure monobloc
L’outil est fabriqué à partir d’une seule pièce intégrant un petit cylindre en carbure qui peut être combiné avec une elément de serrage en acier brasé dans la partie terminale de l’outil. Cette solution garantit des processus particulièrement sûrs et efficaces et aussi une plus longue durée grâce aux réduites oscillations de torsion.
- Plage de diamètres: 0,7 – 12,0 mm avec incréments de 1/1000 mm
- Longueur maximale: 600 mm
- Tool usable length: 80 – 100 x D

Nos services
Outre les solutions standard, Silmax développe aussi des outils spéciaux les mieux adaptés à vos exigences, à partir du matériau à percer et en considérant les conditions spécifiques de perçage. Ces solutions incluent la création de géométries spécifiques, de forets étagés ou d’outils pour alésage, avec possibilité de les combiner avec un de nombreux revêtements que Silmax peut réaliser en interne. Tous les outils peuvent être revêtus en interne par Silmax.
Silfast Service
Silmax offre à ses clients la possibilité d’avoir des outils spéciaux en délais rapides, 7 jours après la réception de la commande, en ce qui concerne les forets 1 lèvre brasés avec tête de perçage en version standard et sans revêtement.
- Diamètres disponibles
2,5 – 13,5 par pas de 0,1 mm - Longueur maximale
1500 mm incluant la elément de serrage - Typologie de elément de serrage
Téléchargez le tableau. - Quantité
Jusqu’au maximum de 5 pièces pour chaque diamètre commandé.
Le service prévoit un supplément de prix par rapport aux produits avec délais de livraison standard. Pour tous les autres diamètres hors de cette gamme, les délais de livraison sont standard.
Accessoires
5.0 Anti-vibration drilling bushes standard version
5.1 Anti-vibration drilling bushes reinforced version
Disques d’étanchéité vulkollan
Informations techniques
Lubrifiants-réfrigérants
Indications générales pour un bon choix des produits à utiliser et leurs valeurs optimales d’utilisation.
Les liquides lubrifiants-réfrigérants sont un des éléments fondamentaux pour l’utilisation des forets à une lèvre: un choix judicieux et une gestion appropriée peuvent apporter de grands avantages en termes de rendement et performance de l’outil.
Il est recommandé d’appliquer un système de filtration performante, qui est aussi une partie essentielle pour une gestion optimale du processus complet de perçage profond.


Drill diamteter in mm

Cooling lubricants (reference values)

Coolant pressure in bar

Cooling lubricant quantity in l/min
Conditions optimales
Conditions nécessaires pour un forage optimal: huile entière ou eau émulsifiée en concentration de 10-12%). Dans les deux cas, il est préférable d’utiliser des additifs spécifiques pour forage profond.

Forets en carbure
Viscosité
7 – 10 mm2/s (Ø 0,8 – 2,0)
10 – 12 mm2/s (Ø 2,0 – 12,0)
Efficacité du filtre
5 – 10 μm

Forets brasés
Viscosité
10 – 20 mm2/s
Efficacité du filtre
10 – 20 μm
Finition de surface
Grâce à leur géométrie spécifique, les forets à une lèvre permettent d’obtenir une très haute qualité de finition de la surface du trou. Ce résultat peut être encore amélioré en utilisant des géométries de construction particulières. Le tableau montre les valeurs qui peuvent être obtenues en utilisant l’outil à géométrie standard.
| Tolerance | Twist drilling | Reaming | Broaching | Honing | Deep hole drilling | Arithmetical mean |
|---|---|---|---|---|---|---|
| μm | ||||||
| N12 | – | – | – | – | – | 50,000 |
| N11 | – | – | – | – | – | 25,000 |
| N10 | ● | – | – | – | – | 12,500 |
| N9 | ● | – | – | – | – | 6,300 |
| N8 | ● | ● | ● | – | – | 3,200 |
| N7 | – | ● | ● | ● | – | 1,600 |
| N6 | – | ● | ● | ● | ● | 0,800 |
| N5 | – | ● | ● | ● | ● | 0,400 |
| N4 | – | ● | – | ● | ● | 0,200 |
| N3 | – | – | – | ● | ● | 0,100 |
| N2 | – | – | – | ● | – | 0,050 |
| N1 | – | – | – | – | – | 0,025 |
Déviation Du Trou
Valeurs indicatives des déviations du trou dans des conditions de forage profond sur des machines avec canon de guidage.

Drilling depth in mm
Runout in mm
Stationary work piece
Counter-rotating work piece
Paramètres d’usinage pour forets à une lèvre brasés

Paramètres d’usinage pour forets à une lèvre en carbure

1. Fonte
Vc=80 m/min
2. Alliages légers
Vc=120 m/min
3. Aluminium
Vc=130 m/min
4. Acier <800N/mm²
Vc=85 m/min
5. Acier ferritique / martensitique
Vc=55 m/min
6. Acier austénitique
Vc=45 m/min
7. Acier <1300N/mm²
Vc=70 m/min
8. Titane
Vc=40 m/min
9. Acier austénitique
Vc=40 m/min
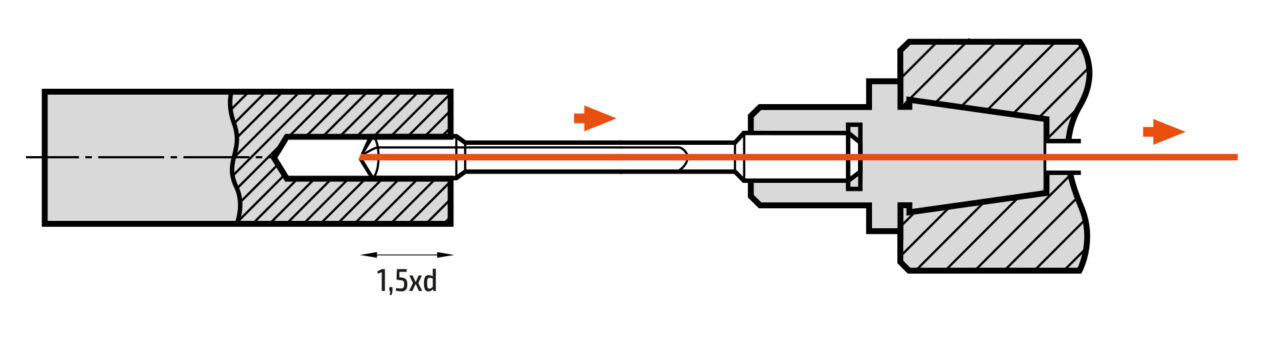
Drilling with pilot drill

1. Exécution du trou pilote
Il est recommandé d’utiliser des forets Silmax en carbure art. 3031A. Profondeur requise pour le trou pilote: 1,5 x D.
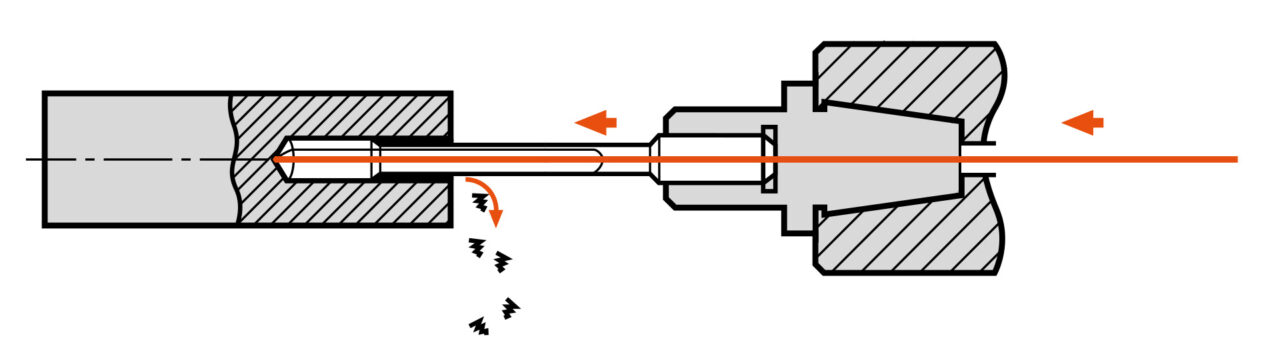
2. Entrée dans le trou pilote et cycle de perçage
Faire entrer le foret à une lèvre avec mandrin tournant dans le sens antihoraire sans dépasser un maximum de 100 tr/min et F 1000 mm/min. Se positionner à + 5 mm par rapport à la fin du trou pilote et allumer le réfrigérant. Inverser le sens de rotation et exécuter le cycle de forage selon les paramètres d’usinage.
3. Sortie du trou
À la fin du cycle, faire reculer l’outil au point de départ à F5000 mm/min, inverser la rotation et sortir à 100 tr/min et F1000 mm/min.
Géométrie de coupe
La géométrie standard Silmax a été spécialement conçue pour permettre de perçage une large gamme de matériaux avec des résultats optimaux. Toutefois, dans des situations particulières comme par exemple les matériaux générant des copeaux longs et difficiles à fragmenter, nous sommes à même de fabriquer des solutions de géométrie spécifiques en intervenant sur forme et affûtage, parfois aussi avec brise-copeaux sur l’arête de coupe. Dans les phases d’affûtage, nous vous conseillons de suivre les indications figurant sur les relatifs tableaux. Un outil affûté soigneusement sera toujours au maximum de ses performances.
Affûtage standard de foret 1 lèvre avec diamètre jusqu’à 5 mm
Étape 1
Axe A: 40°
Axe B: +25°
Axe C: +12°
Dim.: > D/4
Étape 2
Axe A: 30°
Axe B: +20°
Axe C: -7°
Dim.: D/4
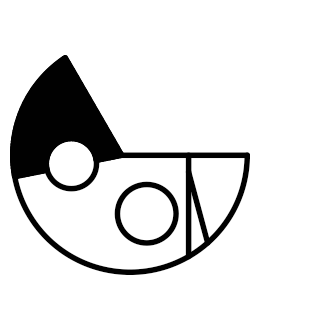
Étape 3
Axe A: 35°
Axe B: +20°
Axe C: +55°
Dim.: –
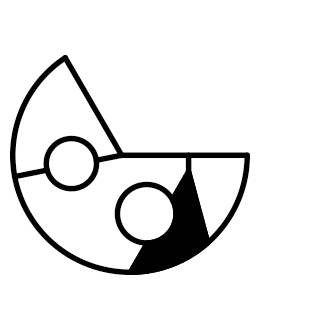
Étape 4
Axe A: 0°
Axe B: +38°
Axe C: 0°
Dim.: –
Étape 5
Twist the single-lip drill lightly around the circumference
without damaging the guide chamfer.
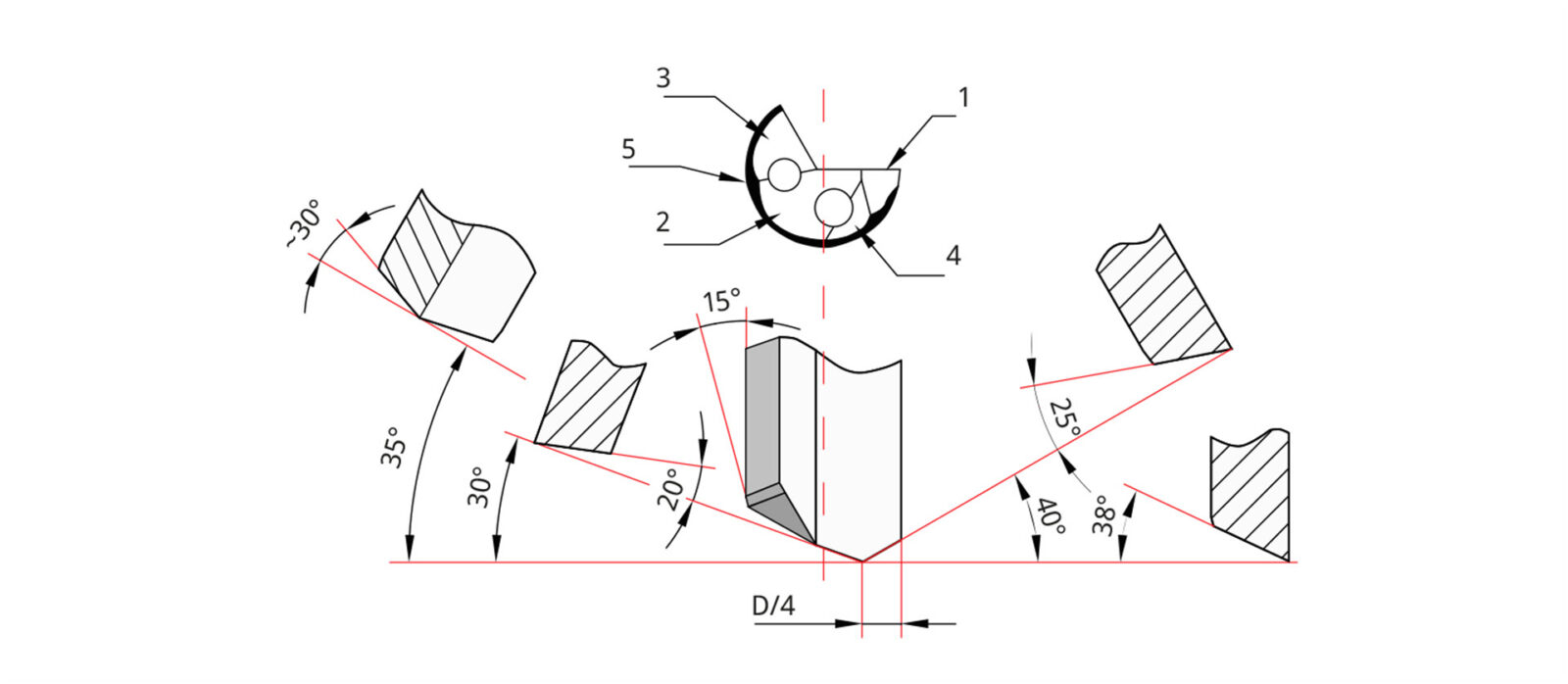
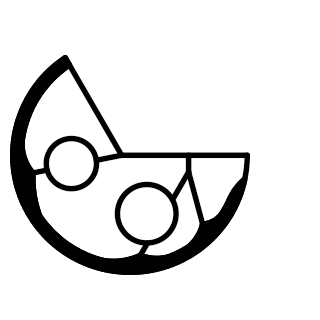
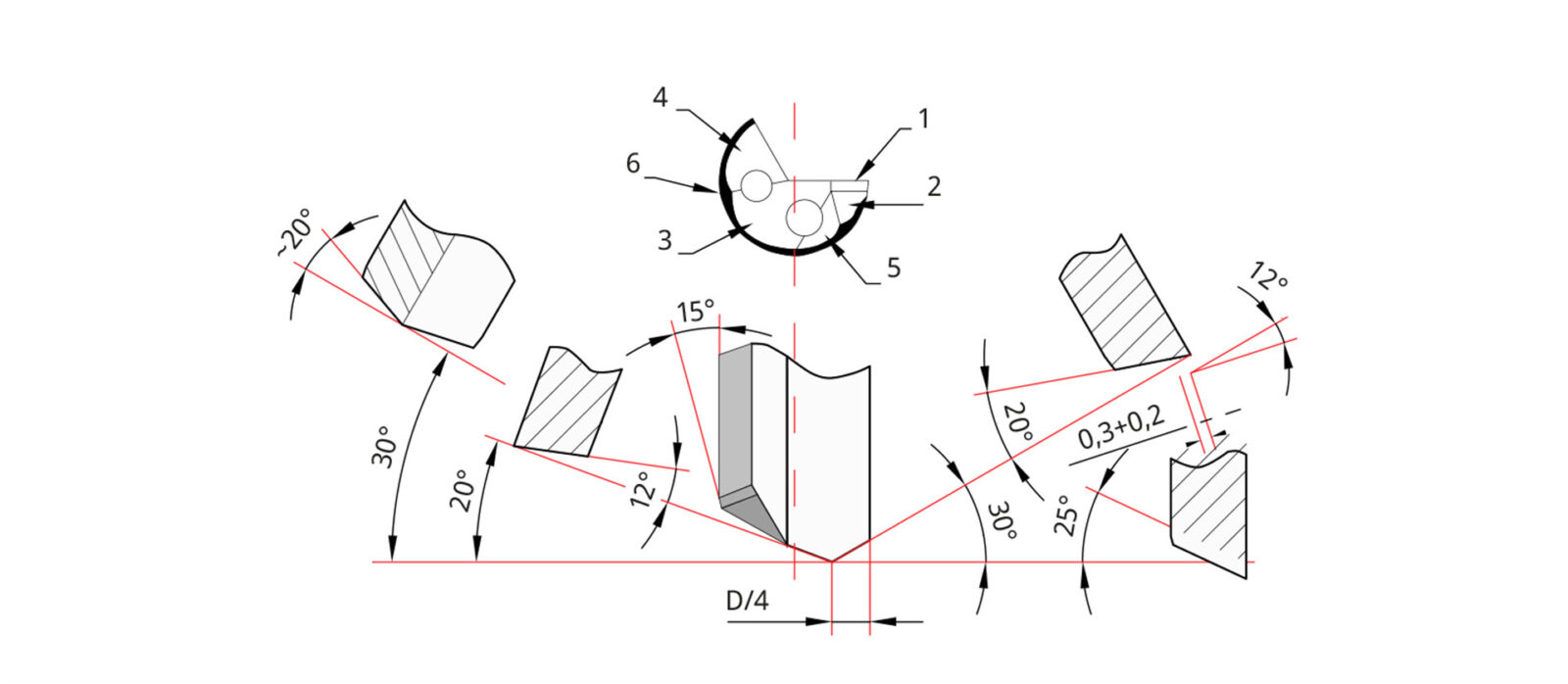
Standard grind section for single-lip drills with Ø = 5 to 30 mm
Étape 1*
Axe A: -30°
Axe B: +12°
Axe C: +5°
Dim.: > D/4
Étape 2*
Axe A: 30°
Axe B: +20°
Axe C: +6,5°
Dim: 0,3…0,5
Étape 3
Axe A: +20°
Axe B: +12°
Axe C: -5°
Dim.: D/4
Étape 4
Axe A: 30°
Axe B: +12°
Axe C: +55°
Dim.: –
Étape 5
Axe A: 0°
Axe B: +25°
Axe C: -5°
Dim.: –
Étape 6
Twist the single-lip drill lightly around the circumference without damaging the guide chamfer.
(*) Set Axis C such that the chamfer during the second pass is parallel to the chip face. The width of the chamfer is the same as that of the circular grinding chamfer.

Elément de serrage
Silmax est en mesure de fabriquer de solutions customisées selon un dessin ou un échantillon fourni par le client.
Gamme des elément de serrage standards
DM

IFE

IFA

IPFE
VDI

6535 HA

1835 E

6535 HE

6535 HB

6535 HB

Gamme de douilles de serrage pour forets en carbure monobloc
6535 PHA

6535 PHB

6535 PHE

1835 PFE

5320 TBN

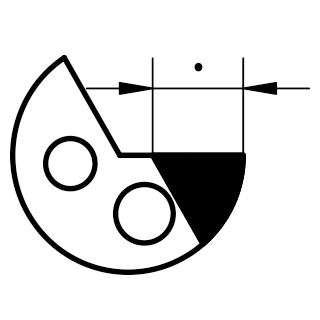
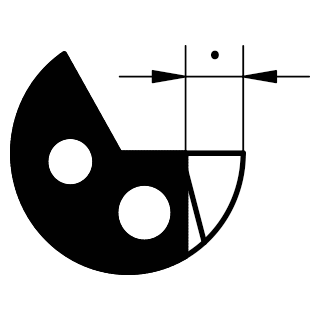
Formes de contour standard

Premier choix pour forets à tête de perçage longue avec des géométries de contour pour perçage dans des conditions difficiles, telles que des intersections et en cas de quantité insuffisante de lubrifiant-réfrigérant.

Géométrie spéciale conçue pour le forage de haute précision et haute qualité de finition de surface. Disponible sur demande.

Géométrie standard adaptée à forer la plupart des matériaux.

Géométrie spécifique conçue pour des matériaux souples, tels que la fonte grise, le graphite, etc., surtout quand les tolérances de perçage sont restreintes. Disponible sur demande.