Punte a cannone e accessori
5001
Punte a cannone monotaglienti con cuspide in metallo duro saldobrasate per centri di lavoro




5002
Punte a cannone monotaglienti con cuspide in metallo duro saldobrasate per foratrici

5003
Punte a cannone monotaglienti con cuspide lunga in metallo duro saldobrasate per foratrici

5200
Bussole antivibranti in gomma D20

5201
Bussole antivibranti in gomma rinforzata D20

5300
Bussole antivibranti in gomma D30

5301
Bussole antivibranti in gomma rinforzata D30

5450
Bussole antivibranti in gomma D45

5451
Bussole antivibranti in gomma rinforzata D45

5520
Dischi di tenuta in vulkollan D20

5532
Dischi di tenuta in vulkollan D32

5540
Dischi di tenuta in vulkollan D40

5590
Dischi di tenuta in vulkollan D90


Punte a cannone monotaglienti con cuspide in metallo duro saldobrasate per centri di lavoro
Punte a cannone monotaglienti con cuspide in metallo duro saldobrasate per centri di lavoro
Dischi di tenuta in vulkollan D32

Bussole antivibranti in gomma D30

Bussole antivibranti in gomma rinforzata D20
Punte a cannone monotaglienti con cuspide in metallo duro saldobrasate per centri di lavoro
Dischi di tenuta in vulkollan D40
Dischi di tenuta in vulkollan D40
Punte a cannone monotaglienti con cuspide in metallo duro saldobrasate per centri di lavoro

Punte a cannone monotaglienti con cuspide in metallo duro saldobrasate per foratrici
Dischi di tenuta in vulkollan D90
Dischi di tenuta in vulkollan D32
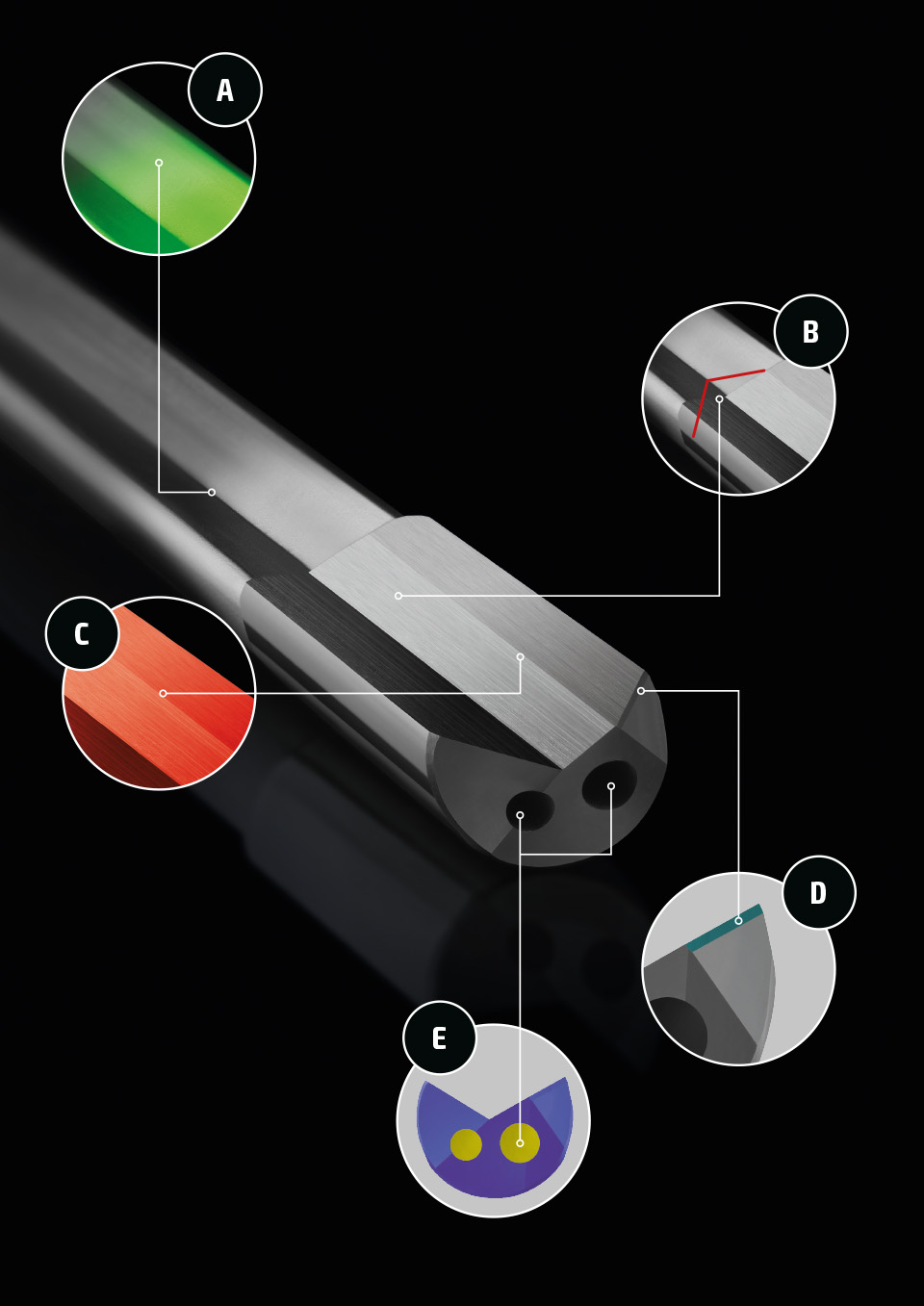
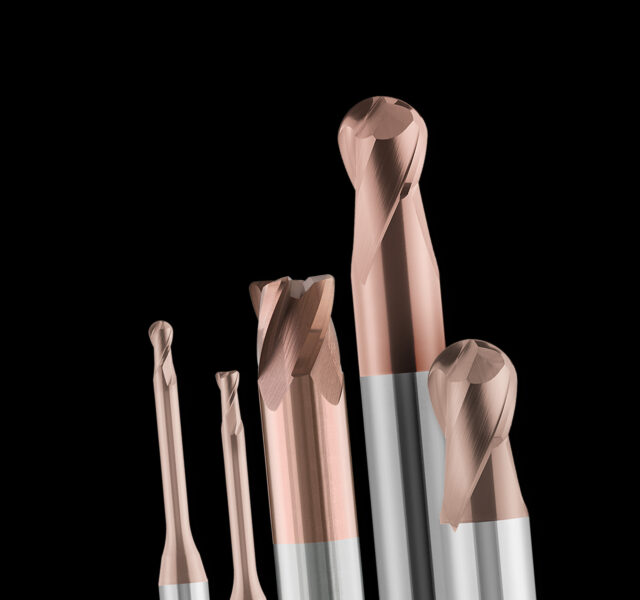
In evidenza
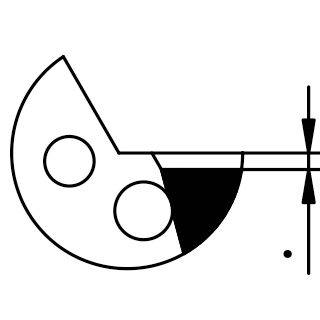
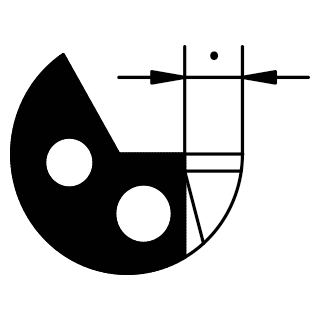
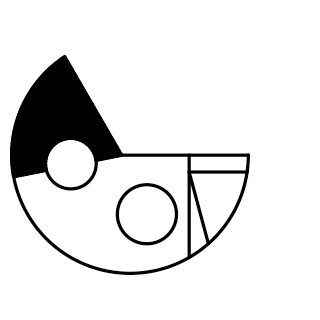
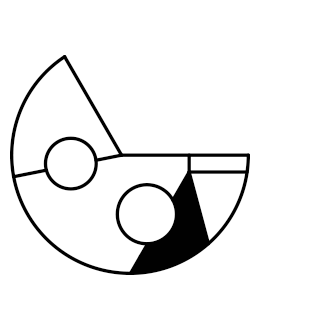
A. Tubo in acciaio bonificato di alta qualità
B. Sede della cuspide con forma a “V”
C. Substrato in micrograna K15 ottimale per un ampia varietà di materiali
D. Doppio foro di refrigerante a partire dal diametro 8
E. Tagliente rinforzato
Punte a cannone speciali

Punte a cannone monotaglienti in metallo duro integrale
L’utensile è realizzato da un unico pezzo, formato da un cilindretto in metallo duro che può essere abbinato a un codolo in acciaio saldobrasato nella parte finale dell’utensile. Questa soluzione garantisce processi particolarmente sicuri ed efficienti nonché una maggiore durata, grazie alle ridotte oscillazioni torsionali.
- Gamma diametri: 0,7 – 12,0 mm con incrementi da 1/1000 mm
- Lunghezza massima: 600 mm
- Lunghezza utile dell’utensile: 80 – 100 x D

Punte a cannone monotaglienti con cuspide saldobrasata
È la soluzione più comunemente utilizzata sul mercato; realizzata con più elementi collegati tra di loro attraverso la saldobrasatura. L’utensile è composto da una cuspide in metallo duro e un corpo (stelo) e il codolo realizzati in acciaio bonificato. È una tipologia di utensile molto versatile in quanto permette infinite personalizzazioni a livello di diametri, lunghezze e di codoli.
- Gamma diametri: 1,9 – 50,0 mm con incrementi da 1/1000 mm
- Lunghezza fino a 6000 mm
- Lunghezza utile dell’utensile: 40 – 50 x D

I nostri servizi
Oltre alle soluzioni standard, Silmax è in grado di realizzare anche soluzioni speciali adatte alle vostre esigenze, partendo dal materiale da lavorare e delle specifiche condizioni di foratura. Tali soluzioni includono la realizzazione delle geometrie specifiche, delle punte a gradino oppure di utensili per allargatura, con possibilità di abbinare il tutto ad uno dei tanti rivestimenti che effettuiamo all’interno dell’azienda. Tutti gli utensili posso essere rivestimenti internamente da Silmax.
Silfast Service
Ai propri clienti Silmax offre la possibilità di avere utensili speciali in tempi rapidi, 7 giorni dall’ordine, per le punte monotaglienti saldobrasate con la cuspide nella versione standard e senza rivestimento.
- Diametri disponibili
2,5 – 13,5 nello step di 0,1 mm - Lunghezza massima
1500 mm totali compreso il codolo. - Tipologia di codolo
Scarica tabella. - Quantità
Fino a un massimo di 5 pezzi per singolo diametro richiesto.
Il servizio prevede un supplemento di prezzo rispetto alla produzione con tempi di consegna standard. Per tutti gli altri diametri fuori dal questo range sono previsti tempi di consegna standard.
Accessori
5.0 Bussole antivibranti in gomma versione standard
5.1 Bussole antivibranti in gomma versione rinforzata
Dischi di tenuta in Vulkollan
Informazioni tecniche
Lubrofefrigeranti
Indicazioni di massima su una corretta scelta dei prodotti da utilizzare e i valori ottimali di utilizzo.
Il lubrorefrigerante è una delle parti fondamentali nell’utilizzo di punte a cannone: un’accurata scelta e una corretta gestione possono portare notevoli benefici in termini di resa e di prestazione dell’utensile. È consigliato applicare anche una filtrazione performante in quanto parte fondamentale anche essa per un’ottimale gestione dell’intero processo di foratura profonda.
Condizioni richieste per foratura ottimale: olio intero oppure in alternativa acqua emulsionata con concentrazione al 10-12%.
In entrambi i casi è preferibile utilizzare prodotti con additivi specifici per foratura profonda.


Diametro del foro in mm

Lubrorefrigeranti (valori indicativi)

Pressione del refrigerante in bar

Quantità di lubrorefrigerante in l/min
Condizioni ottimali
Condizioni richieste per foratura ottimale: olio intero oppure in alternativa acqua emulsionata con concentrazione al 10-12%. In entrambi i casi è preferibile utilizzare prodotti con additivi specifici per foratura profonda.

Punte HM
Viscosità
7 – 10 mm2/s (Ø 0,8 – 2,0)
10 – 12 mm2/s (Ø 2,0 – 12,0)
Efficienza filtro
5 – 10 μm

Punte saldobrasate
Viscosità
10 – 20 mm2/s
Efficienza filtro
10 – 20 μm
Finitura superficiale
Grazie alla sua particolare geometria la punta a cannone permette di ottenere qualità della finitura superficiale del foro molto elevata. Tale risultato può essere ulteriormente migliorato attraverso l’utilizzo delle geometrie costruttivi particolari. Nella tabella sono indicati valori ottenibili utilizzando l’utensile con la geometria standard.
| Tolleranza | Foratura elicoidale | Alesatura | Brocciatura | Levigatura | Foratura profonda | Rugosità media aritmetica Ra |
|---|---|---|---|---|---|---|
| μm | ||||||
| N12 | – | – | – | – | – | 50,000 |
| N11 | – | – | – | – | – | 25,000 |
| N10 | ● | – | – | – | – | 12,500 |
| N9 | ● | – | – | – | – | 6,300 |
| N8 | ● | ● | ● | – | – | 3,200 |
| N7 | – | ● | ● | ● | – | 1,600 |
| N6 | – | ● | ● | ● | ● | 0,800 |
| N5 | – | ● | ● | ● | ● | 0,400 |
| N4 | – | ● | – | ● | ● | 0,200 |
| N3 | – | – | – | ● | ● | 0,100 |
| N2 | – | – | – | ● | – | 0,050 |
| N1 | – | – | – | – | – | 0,025 |
Scentratura del foro
Valori indicativi delle scentrature del foro nelle condizioni di foratura profonda su macchine con bussola.

Profondità di foratura in mm
Scentratura in mm
Pezzo da lavorare fermo
Pezzo da lavorare in controrotazione
Parametri di lavoro per punte a cannone saldobrasate

Parametri di lavoro per punte a cannone in metallo duro

1. Ghisa
Vc=80 m/min
2. Leghe Leggere
Vc=120 m/min
3. Alluminio
Vc=130 m/min
4. Acciaio <800N/mm²
Vc=85 m/min
5. Acciao ferritico / martensitico
Vc=55 m/min
6. Acciaio austenitico
Vc=45 m/min
7. Acciaio <1300N/mm²
Vc=70 m/min
8. Titanio
Vc=40 m/min
9. Acciaio Austenitico
Vc=40 m/min
Foratura con punta pilota

1. Esecuzione preforo
Si consiglia l’utilizzo delle punte in metallo duro Silmax art. 3031A. Profondità preforo richiesta 1.5xD.
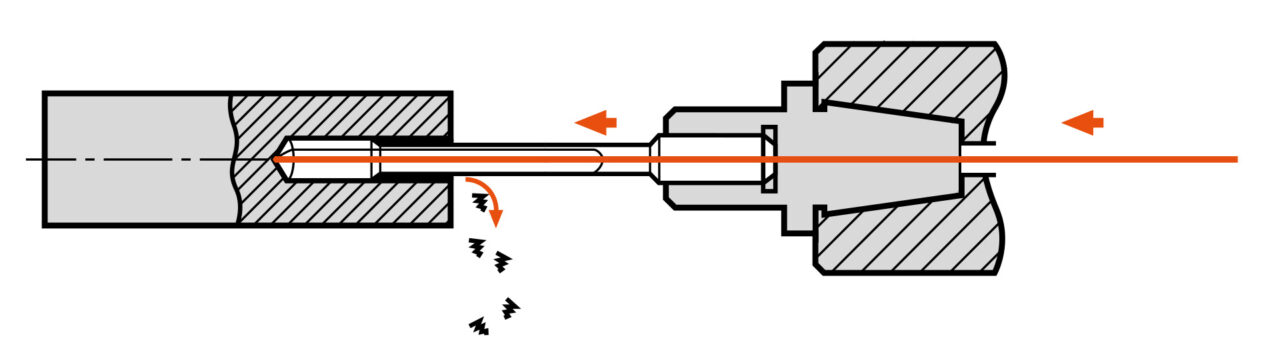
2. Entrata nel preforo e ciclo di foratura
Entrare con la punta a cannone con rotazione mandrino in senso antiorario con massimo 100 giri/minuto e F 1000 mm/min. Posizionarsi a +5 mm rispetto alla fine del preforo e accendere il refrigerante. Invertire il senso di rotazione ed eseguire il ciclo di foratura con i parametri di lavoro.
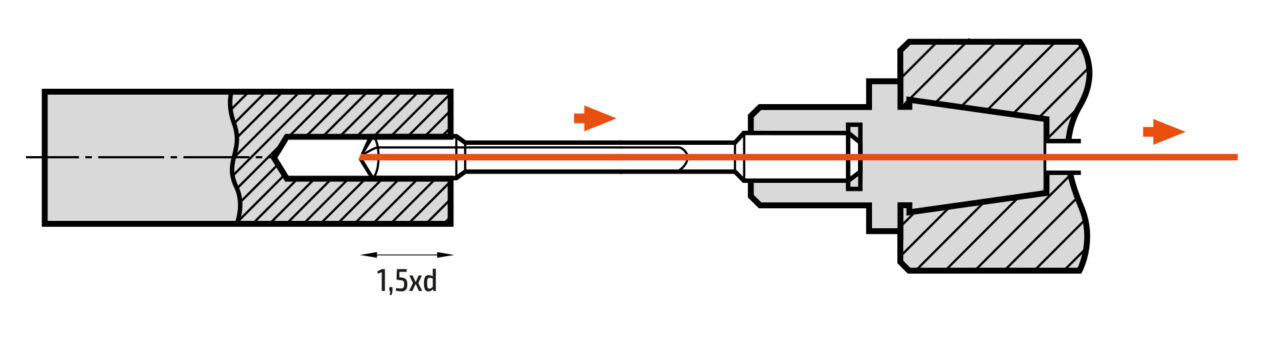
3. Uscita dal foro
A fine ciclo arretrare con l’utensile al punto di partenza con F5000 mm/min, invertire la rotazione e uscire con 100 giri/min ed F1000 mm/min.
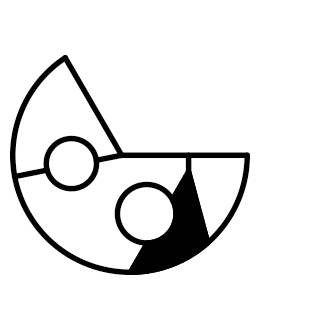
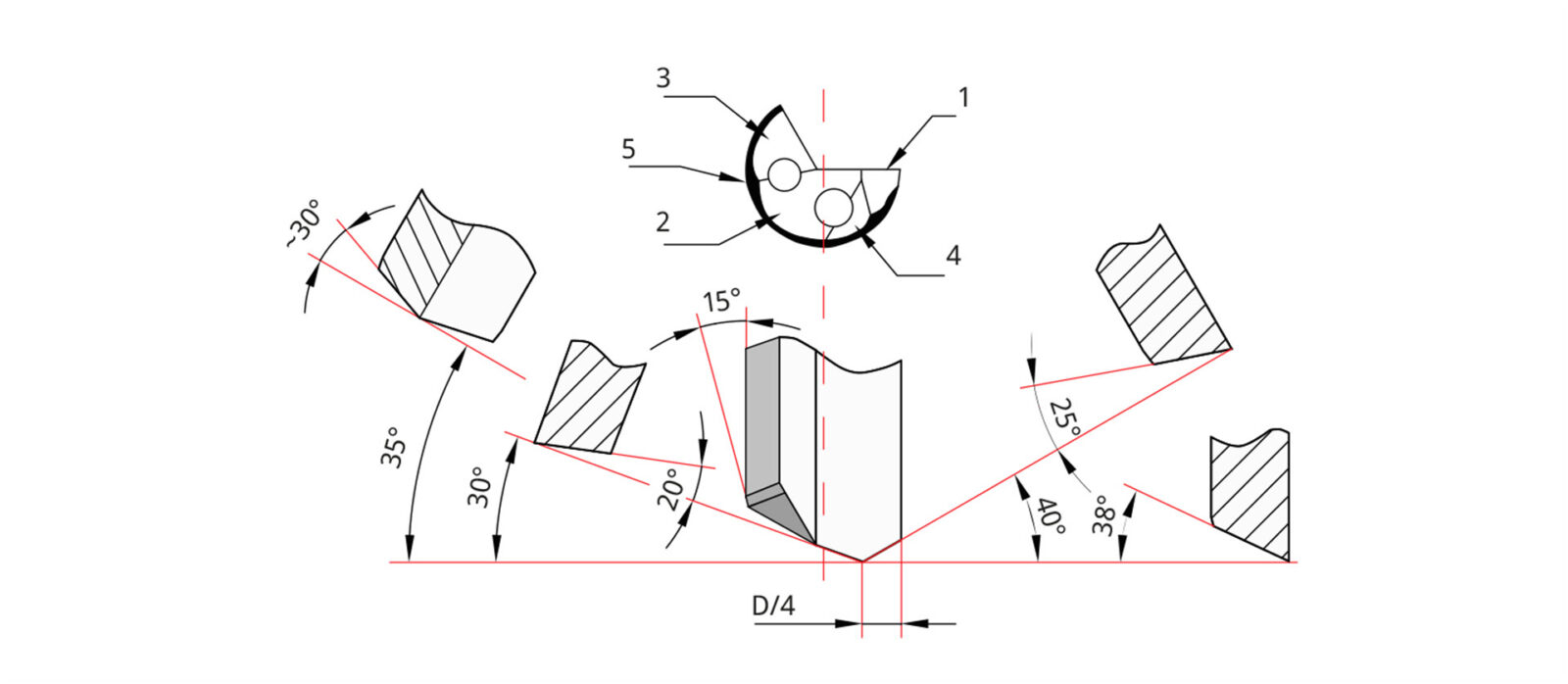
Geometrie dei taglienti
La geometria standard Silmax è stata appositamente studiata per permettere di forare un ampio spettro di materiali con risultati ottimali. Tuttavia nelle situazioni particolari come per esempio materiali a truciolo lungo o difficilmente truciolabili, siamo in grado di realizzare soluzioni specifiche di geometria intervenendo su forma e affilatura oppure con eventuale creazione del romitruciolo sul filo tagliente. Nelle fasi di riaffilatura dell’utensile si consiglia di rispettare le indicazioni riportate nelle tabelle presenti. Un utensile accuratamente affilato sarà sempre al massimo delle prestazioni.
Affilatura standard per punte a cannone monotaglienti fino a 5 mm
Fase 1
Asse A: 40°
Asse B: +25°
Asse C: +12°
Dim.: > D/4
Fase 2
Asse A: 30°
Asse B: +20°
Asse C: -7°
Dim.: D/4
Fase 3
Asse A: 35°
Asse B: +20°
Asse C: +55°
Dim.: –
Fase 4
Asse A: 0°
Asse B: +38°
Asse C: 0°
Dim.: –
Fase 5
Ruotare leggermente l’utensile sul perimetro senza danneggiare lo smusso di guida.
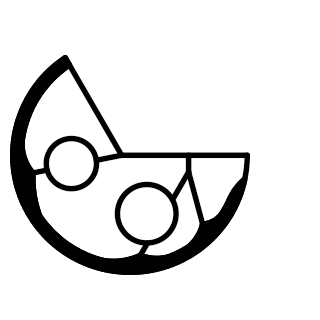
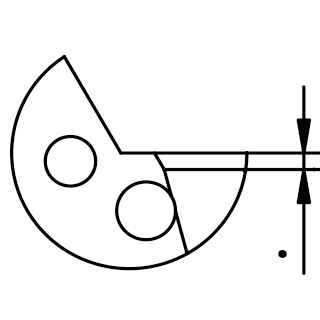
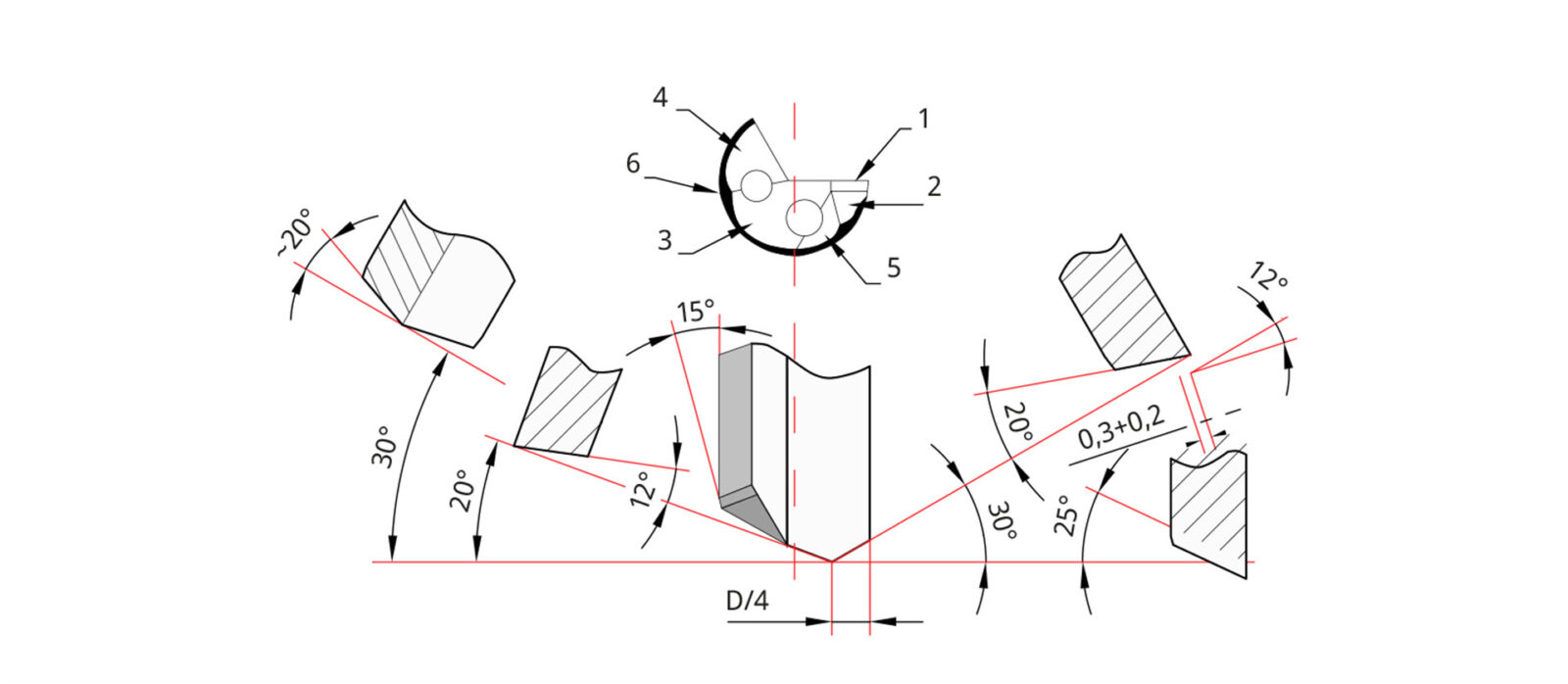
Affilatura standard per punte a cannone monotaglienti con diametro da 5 a 30 mm
Fase 1*
Asse A: -30°
Asse B: +12°
Asse C: +5°
Dim.: > D/4
Fase 2*
Asse A: 30°
Asse B: +20°
Asse C: +6,5°
Smusso: 0,3…0,5
Fase 3
Asse A: +20°
Asse B: +12°
Asse C: -5°
Dim.: D/4
Fase 4
Asse A: 30°
Asse B: +12°
Asse C: +55°
Dim.: –
Fase 5
Asse A: 0°
Asse B: +25°
Asse C: -5°
Dim.: –
Fase 6
Ruotare leggermente l’utensile sul perimetro senza danneggiare lo smusso di guida.
(*) Regolare l’asse C in modo tale che durante la fase di lavoro 2 lo smusso sia parallelo all’angolo di spoglia superiore. La larghezza dello smusso è uguale alla larghezza dello smusso di rettifica in tondo.

Codoli
Silmax è in grado di realizzare soluzioni personalizzate partendo da disegno o dal campione fornito dal cliente.
Panoramica dei codoli standard
DM

IFE

IFA

IPFE
VDI

6535 HA

1835 E

6535 HE

6535 HB

6535 HB

Gamma codoli per punte in metallo duro integrale
6535 PHA

6535 PHB

6535 PHE

1835 PFE

5320 TBN

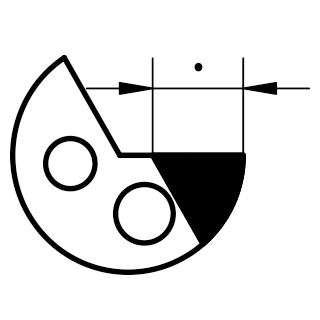
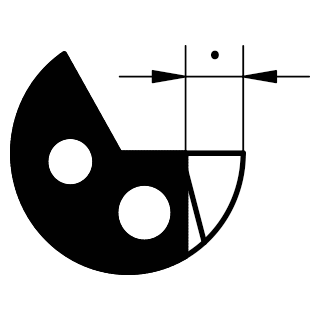
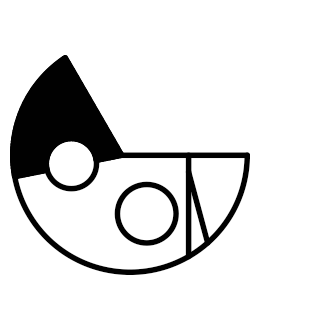
Forme perimetrali standard

Prima scelta per punte a cuspide lunga con geometria perimetrale ottimizzata per forature in condizioni sfavorevoli quali intersezioni e situazioni di scarsa presenza del lubrorefrigerante.

Geometria speciale studiata appositamente per forature dove è richiesta massima precisione e qualità di finitura superficiale. Disponibile su richiesta.

Geometria standard adatta per le forature su maggior parte dei materiali.

Geometria specifica studiata per materiali dolci, es. ghisa grigia, grafite, etc. nelle condizioni in cui è indispensabile mantenere le tolleranze di foratura ristrette. Disponibile su richiesta.